


���T�Ӕ���ϵ�y��Ҋ���ϾS������
�M�o�S�\�ӹ���
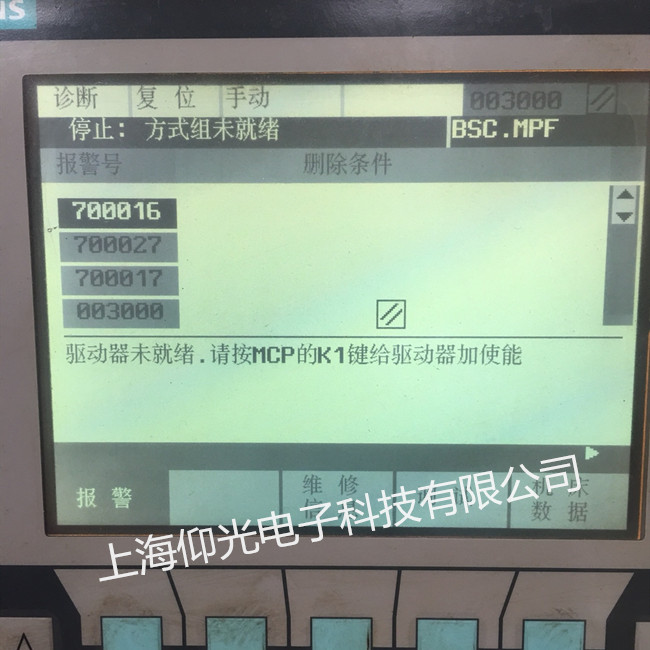
��a���M�o�S�����\�ӡ�
��ɴ˹��ϵ�ԭ���У�
�ٲ�����ʽ������
�ڏ�PLC����NC����̖��������
��λ�ذ��й��ϣ���03350��03325��03315���й��ϣ���
�ܰl��22̖������ʾλ�íhδ�ʂ�á�
�ݜy��ϵ�y�й��ϡ���a��108��118��128��138̖���@�ǜy��������̫�K����ġ���a��104��114��124��134���tλ�íh��Ӳ�����ϡ�
���\���S̎��ܛ����λ��B��ֻҪ���C���S���෴�����\�Ӽ��ɽ����
�߮��l��101��111��121��131̖�r����ʾ�C��̎�ڙCе�A�o��B��
��b���M�o�S�\�Ӳ��B�m��
��c���M�o�Sӡ�
���M�o�ӆ�Ԫ���ٶȭh������h�����]���M����ѻ�����늙Cȱ���y��Ԫ���p�ģ����������M�o�Sӡ�
��CNCϵ�y��λ�ذ��й��ϡ�
�ۙC��ĥ����̫��
�ܔ��ؙC���������`�����P�C�����������_�O�����¡�
��d���M�o�Sʧ�ء�
������101��111��121��131̖��Ո���A�o�M�Йz�顣
������102��112��122��132̖���t�f��ָ��ֵ̫�ߡ�
���M�o�ӆ�Ԫ�й��ϡ�
�ܔ��ؙC�������O���e�`�����λ�ÿ��ƭh·����������
��CNC�b��ݔ���ӆ�Ԫ��ָ��O���e�`��
��e��103��133̖���@��݆���O�؈��ٶȭh�����]����ѻ�����KVϵ��̫��
��f��105��135̖��λ��Ư��̫������ġ��������^500mv���z��Ư���a������N230��N233
���S����푄�

��1���� 611D �ŷ����£�ϵ�y���S���D�r�l���}�}�Į���푣��{�����S�D�ٺ����f���ڮ���푣�푾S��һ�Εr�g��ϵ�y�����Ȍ����S�Cе��λ�M��ȫ��z�飬�]�аl�F�κΙCе�p����ʹ���f�ܱ�z�����S��늙C��Ȧ�������Д���ϲ�λ�����S�����a������ж������l�Fԓ����ɢ��ױ��҉m���w��IGBT ģ�K�ڸߜؠ�r�±��������������S�����T�� 840D ����ϵ�y��ϵ�y�֏������\�С��ɴ˵ó����\�S�ˆT��Ҫ�����M��ϵ�y�S�o�������҉m������ϵ�y�ķ����\�С�
��2��ϵ�y�����\�Еr�������S���D���O�ã�430 r/min �r���F����푣���ϵ�y���ʳ��F�^��׃���������S���D���O�Þ�1200 r/min �r���������ʧ���^����ϵ�y�]�Ј�һ����r�£��Д���Ͽ����ɿ�����������늙C��׃�����������Ιz��Ԫ��������������늙C���������z�y�����b�Õr�����S�D���O������٣�300 r/min������٣�2100 r/min���r��늙C���D��һ�£��������S�����\�Еr����Ҫ�Ǹ���׃����ȵ��X݆�M�Мp�٣��������S�������׃�������𡣸��Q׃�����ϵ�y�֏�������
�Դ����
����I�Ԅӻ��S��

611D �ŷ��ӕr�������S�D���O���� 3000 r/min���M���O��Ć��ӣ��˕rϵ�y̎�������\�Р�B������ϵ�y�D�٣�3000 r/min�M���D�x܇�r��611D �Դ��Ԫ���F�e�`���M���^늉��Ĉ�ϵ�yֹͣ�\�С���ϵ�y�M��ȫ��ęz���]�аl�F�Cе������r���·���cԪ����̎��������B�����Q 611D �Դ��Ԫ֮���F�����D�ƬF���Q���F���ϵ��Դ��Ԫ��ϵ�y�֏������\�С�
1.1����
�������M�o�\�ӳ��^��ܛ���O����ܛ��λ������λ�_�P�Q����Ӳ��λ�r���͕��l�����̈�һ�����CRT���@ʾ���ݣ�һ��ęC�������̣����������ߣ������ų����ϣ�������̡�
1.2�^�d
�������M�o�\�ӵ�ؓ�d�^�����O���e�`���l�����������\���Լ��M�o����朝�����B�����r�����������^�d�Ĺ��ϡ��˹���һ��C�����������\����������� CRT�@ʾ�����@ʾ�^�d���^����^�����ͬ�r�����M�o�ŷ�ģ�K����ָʾ�����ߔ��a���@ʾ�ӆ�Ԫ�^�d���^����Ȉ���Ϣ��
��ԃ�ᾀ��15800396882 ���� ��̖ͬ

�D�dՈע����̎���Ϻ�������ӿƼ����I�ŷ������S��,�ŷ�늙C�S��
����朽ӣ�http://7588518.cn/fuwu/Services_Show3150.htm
�ŷ������S�� �ŷ�늙C�S�� �|�����S�� ׃�l���S��
�Ԓ��021-50157782
�֙C��13817011982 ��̖ͬ
�]�䣺shygdzi@163.com
ϵ�ˣ�����
�Wַ��http://7588518.cn
�� �҂��_���Üyԇ�ýo�͑�����������
��һƪ��fagor늙C��Ҋ�����Ų鼰�S��
